賈金平
(江蘇亨鑫科技有限公司. 江蘇宜興. 214222)
1、引言
當(dāng)前,隨著無線通信的飛速發(fā)展,物理發(fā)泡聚乙烯絕緣皺紋銅管外導(dǎo)體同軸射頻電纜正在被廣泛應(yīng)用,主要用在無線移動(dòng)通信、蜂窩電話、微波傳輸、雷達(dá)、導(dǎo)航、廣播通信等系統(tǒng)的有線傳輸部分,具有低電壓駐波比、低衰減、結(jié)構(gòu)穩(wěn)定等特點(diǎn)。
2、外導(dǎo)體的制造
同軸射頻電纜的外導(dǎo)體起著回路和屏蔽雙重作用,其生產(chǎn)設(shè)備如銅帶成形生產(chǎn)線簡圖如圖1所示:其制造過程主要由放線、放帶、管狀成型、焊接、牽引、軋紋和收線構(gòu)成,目前主要采用輪式工裝通過逐漸減小銅帶彎曲時(shí)的曲率半徑來完成管狀成型,其焊接和軋紋質(zhì)量控制的好壞關(guān)系到電纜產(chǎn)品的電氣性能及彎曲性能。外導(dǎo)體的軋紋由高速旋轉(zhuǎn)的軋紋刀片或齒輪完成,軋紋時(shí)通過有效控制生產(chǎn)線各部分張力的大小和軋紋設(shè)備運(yùn)轉(zhuǎn)的穩(wěn)定性來保證軋紋的結(jié)構(gòu)尺寸和尺寸的均勻性,以便使外導(dǎo)體形成設(shè)計(jì)要求的波峰、波谷和節(jié)距。
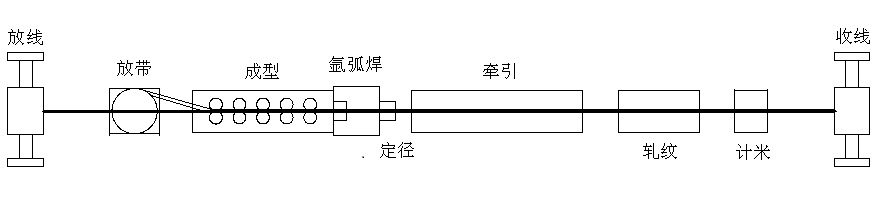
圖1 外導(dǎo)體生產(chǎn)線簡圖
將一定厚度的銅帶在絕緣線芯軸向上對(duì)焊成密封銅管,并用齒輪或螺旋形軋紋刀片機(jī)軋成單個(gè)環(huán)形皺紋,它與泡沫絕緣體一起形成封閉環(huán)形區(qū)域,使得潮氣、水分等不能侵入, 見圖2。 外導(dǎo)體環(huán)形的軋制使得內(nèi)導(dǎo)體、泡沫絕緣層和波紋外導(dǎo)體三者位置固定,形成較穩(wěn)定的結(jié)構(gòu),并使電纜在彎曲或溫度變化時(shí)機(jī)械尺寸變化極小,使得傳輸相位等電氣性能十分穩(wěn)定。螺旋形皺紋銅管用作電纜導(dǎo)體后,電纜彎曲性能優(yōu)于環(huán)形皺紋導(dǎo)體電纜, 用于一些超柔電纜外導(dǎo)體和大尺寸同軸射頻電纜內(nèi)導(dǎo)體的生產(chǎn)。螺旋形皺紋管是在軋紋頭上安裝一把環(huán)形軋紋刀,使軋紋刀偏轉(zhuǎn)一個(gè)與所形成螺旋紋的螺旋升角一致的角度,通過垂直于電纜焊接銅管表面進(jìn)刀(即與電纜軸心偏心,此偏心亦即進(jìn)刀量),在軋紋頭轉(zhuǎn)速與銅管牽引線速合理配比的條件下,在焊接的銅管上形成連續(xù)的螺旋紋,見圖3。
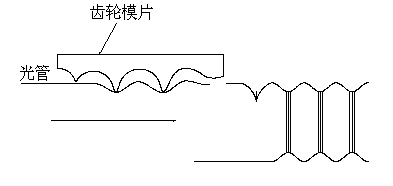
圖2 齒輪軋制環(huán)紋示意圖
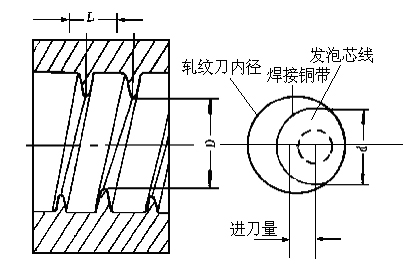
D-模片齒孔內(nèi)徑 d-光銅管直徑 L-節(jié)距
圖3 環(huán)紋軋制刀片及原理示意圖
3、外導(dǎo)體的焊接和軋紋生產(chǎn)控制
氬弧焊的電極通常采用釷鎢材料制成,焊針必須采用高純度的釷鎢棒(高純鎢加3%左右的釷),其優(yōu)越性主要表現(xiàn)在:1)耐用;2)許用電流大;3)引弧及穩(wěn)弧性能好。焊接時(shí)使產(chǎn)生的電弧集中,避免電弧漂移,以利于焊縫變小,焊接牢固,且能連續(xù)焊接。鎢極直徑和端部形狀確定了鎢極氬弧的電流使用范圍及電弧形態(tài),因而對(duì)焊縫形成及過程有很大的影響。當(dāng)銅帶采用小電流焊接時(shí),應(yīng)盡可能采用小直徑、小錐角和小平頂直徑,以利于電弧引燃和穩(wěn)定工作。電流增大時(shí),錐角應(yīng)隨鎢極直徑增大而增加,平頂直徑也要增加,以控制端電流密度避免異常燒損,同時(shí)防止因斑點(diǎn)上爬而造成弧柱擴(kuò)散。銅管外導(dǎo)體焊接用保護(hù)氣體(氬氣)的純度應(yīng)控制在99.995%以上。氣體的純度和氣壓的穩(wěn)定將直接影響到焊接的質(zhì)量,其保護(hù)效果可依焊縫表面顏色加以區(qū)別。焊接電流的大小主要取決于銅帶的厚度和質(zhì)量以及成型工裝的穩(wěn)定性,一般焊流選取在65A—180A之間。
2)在其它參數(shù)不變的條件下,軋紋速比越大,即同等的送管牽引線速,當(dāng)軋紋頭轉(zhuǎn)速增加時(shí),螺旋紋節(jié)距越小。
3)軋紋角度越大,通常軋出的環(huán)形紋和螺旋紋的節(jié)距就越大(對(duì)于偏心式軋紋而言);
4)在其它參數(shù)不變的情況下,進(jìn)刀量越大,波谷外徑則越小,同時(shí)波峰外徑也會(huì)有一定的增加(對(duì)于采用刀片軋紋而言);
5)在其它條件不變時(shí),齒輪越大,外徑越小,節(jié)距越大。
4、電纜VSWR的控制
駐波是因?yàn)殡姶挪ㄔ陔娎|中傳輸時(shí)因反射而形成的,其主要原因是因?yàn)樽杩沟牟痪鶆蛐栽斐傻摹?duì)于理想的同軸電纜,在整個(gè)長度方向上電纜的特性阻抗是不變的,然而事實(shí)上阻抗完全均勻的電纜是不存在的,因而在長度方向上電纜特性阻抗總會(huì)存在一些細(xì)微的變化。在同軸電纜長度方向上阻抗的任何細(xì)小變化,均會(huì)導(dǎo)致在電纜內(nèi)傳輸?shù)囊徊糠中盘?hào)能量被反射回去,就如同在不同介質(zhì)的媒質(zhì)中傳播時(shí)在兩媒質(zhì)的界面會(huì)發(fā)生反射和折射一樣。信號(hào)的反射不僅會(huì)造成傳輸信號(hào)的能量損失,而且反射回去的信號(hào)會(huì)對(duì)信號(hào)源產(chǎn)生干擾,輕者會(huì)導(dǎo)致信號(hào)線性失真,嚴(yán)重的將導(dǎo)致電纜根本無法使用。同軸電纜VSWR性能是電纜結(jié)構(gòu)均勻性、穩(wěn)定性在電氣上的反映。VSWR的定義如下:
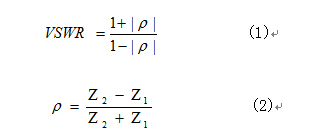
式中,ρ為反射系數(shù);Z 、Z 為反射界面兩側(cè)電纜的阻抗。
從式(1)可以看出,當(dāng)|ρ|越大(即信號(hào)反射界面兩側(cè)的阻抗差值越大,或同軸電纜阻抗在電纜長度方向越不均勻。),VSWR也越大;當(dāng)|ρ|→1時(shí),VSWR→∞。因此要改善電纜的VSWR性能就必須盡可能降低|ρ|,也就是要盡可能減小電纜阻抗在長度方向上的不均勻性,這是改善同軸電纜VSWR質(zhì)量水平的理論依據(jù)。
電纜的VSWR是電纜設(shè)計(jì)和制造水平的綜合反映。使用的導(dǎo)體材料在長度方向上的均勻性、絕緣外徑的均勻性、泡孔的均勻性、外導(dǎo)體各部分尺寸的一致性等任何影響電纜長度方向上均勻一致性的因素都可能導(dǎo)致電纜長度方向的阻抗變化,從而使傳輸信號(hào)發(fā)生畸變。控制電纜的VSWR主要有以下幾個(gè)方面:
(1)由于外導(dǎo)體生產(chǎn)線線速度(其主要由牽引設(shè)備的機(jī)械、電氣穩(wěn)定性和牽引是否打滑決定)、軋紋機(jī)轉(zhuǎn)速和生產(chǎn)線張力的波動(dòng)等,均會(huì)導(dǎo)致電纜外導(dǎo)體及絕緣線芯結(jié)構(gòu)尺寸的不均勻變化,因此外導(dǎo)體生產(chǎn)線是影響電纜VSWR的重要因素。
(2)生產(chǎn)工藝參數(shù)設(shè)置(特別是軋紋參數(shù)如:軋紋模具結(jié)構(gòu)、焊接模和定徑模位置和導(dǎo)向模孔徑、軋紋轉(zhuǎn)速等)如不合適將導(dǎo)致軋紋外導(dǎo)體和絕緣線芯結(jié)構(gòu)尺寸的不均勻,電纜的外徑和節(jié)距不合格,甚至?xí)?dǎo)致橢圓、軋紋變形和軋紋卡死等現(xiàn)象,從而影響電纜的VSWR性能。小規(guī)格電纜生產(chǎn)時(shí)上述生產(chǎn)工藝參數(shù)對(duì)電纜VSWR性能的影響特別明顯。
(3)外導(dǎo)體加工設(shè)備或裝置如存在機(jī)械故障將嚴(yán)重影響電纜的VSWR性能。通常旋轉(zhuǎn)設(shè)備或部件如存在機(jī)械損傷,如:精切刀受損、牽引夾塊不匹配、軸承旋轉(zhuǎn)不靈活等將會(huì)導(dǎo)致外導(dǎo)體上產(chǎn)生周期性缺陷,從而在基頻和倍頻處導(dǎo)致明顯的VSWR峰值。
(4)由于設(shè)備或其它裝置出現(xiàn)故障、銅帶在運(yùn)輸過程中被包裝等硬物件擠壓碰傷以及操作不當(dāng)導(dǎo)致銅帶發(fā)生周期性的變形(如彎曲、損傷等缺陷)也會(huì)影響電纜的VSWR性能。
(5)外導(dǎo)體銅帶厚度不均勻或銅帶表面被氧化將導(dǎo)致銅帶的電導(dǎo)率及電纜結(jié)構(gòu)產(chǎn)生不均勻變化,從而會(huì)影響電纜的VSWR性能。若銅帶厚度沿長度呈現(xiàn)周期性變化,則所有這一系列的周期不均勻性的反射信號(hào)相差2nπ,疊加成非常有害的結(jié)構(gòu)反射損耗。
(6)在同軸電纜制造過程中由于外導(dǎo)體放線張力不穩(wěn)定性將可能導(dǎo)致外導(dǎo)體結(jié)構(gòu)尺寸及電性能在長度方向上發(fā)生不均勻變化,因此外導(dǎo)體放線張力及其穩(wěn)定性是影響電纜VSWR的重要因素之一。
(7)中心絕緣纜芯與外導(dǎo)體銅管的占空比是影響電纜電壓駐波比的一個(gè)不可忽視的因數(shù)。對(duì)外導(dǎo)體銅管來說,相對(duì)較大的絕緣纜芯,有利于電壓駐波比的改善,即占空比越小,駐波指標(biāo)越好。
(8)由于外導(dǎo)體收排線或其它原因?qū)е碌耐鈱?dǎo)體發(fā)生周期性或非周期性的彎曲將造成電纜結(jié)構(gòu)的局部畸變,嚴(yán)重的還會(huì)造成變形、絕緣線芯電容發(fā)生突變,因此也是影響同軸電纜VSWR的重要因素。
另外,由于偶然原因?qū)е峦S電纜內(nèi)滲入水、皂化液或其它媒質(zhì)時(shí),特別是螺旋紋同軸電纜更應(yīng)重視,同軸電纜局部或整體的導(dǎo)體損耗、介質(zhì)損耗將發(fā)生突變,因而會(huì)導(dǎo)致電纜VSWR性能劣化,此時(shí)在電纜VSWR頻域波形上表現(xiàn)為整體水平較差。
周期性不均勻是由像收、放線輪轉(zhuǎn)速的波動(dòng),雙輪牽引張力的不穩(wěn)定,鼓輪的波動(dòng),成形輪等圓形部件,外導(dǎo)體中芯線不夠平直等引起;設(shè)備問題如直流電機(jī)轉(zhuǎn)速、馬達(dá)、開關(guān)、齒輪轉(zhuǎn)速等都可能引起周期性故障點(diǎn),進(jìn)而產(chǎn)生周期性的駐波峰值。在實(shí)際運(yùn)用中,通常利用同軸電纜周期性波動(dòng)長度H的特點(diǎn),采用式(1)找出引起波動(dòng)的設(shè)備或原材料,并進(jìn)行針對(duì)性改進(jìn);或?qū)SWR峰值頻率移動(dòng)截止頻率。同軸電纜的截止頻率fc按式(2)計(jì)算。

式中 為信號(hào)傳輸速率;N為序數(shù),1,2,3,4,…;f為VSWR峰值頻率(MHz)。

式中D、d分別為外導(dǎo)體平均內(nèi)徑和內(nèi)導(dǎo)體平均外徑(mm);
為內(nèi)外導(dǎo)體間介質(zhì)的等效介電常數(shù)。
5、改善同軸電纜電壓駐波比的途徑
通過對(duì)導(dǎo)致電纜VSWR性能劣化的生產(chǎn)條件的分析,在同軸射頻電纜外導(dǎo)體的生產(chǎn)過程中可以通過以下途徑來改善電纜的VSWR性能:
(1) 選用機(jī)械加工精度及電氣控制精度合適的生產(chǎn)設(shè)備及控制軟件。生產(chǎn)設(shè)備足夠精密,以減小對(duì)對(duì)電纜結(jié)構(gòu)尺寸均勻性的影響。
(2) 對(duì)設(shè)備機(jī)械部分定期進(jìn)行檢修、維護(hù),及時(shí)發(fā)現(xiàn)和消除設(shè)備故障,對(duì)設(shè)備電氣控制軟件定期進(jìn)行優(yōu)化,以減小制造的不均勻性,絕緣均勻無大泡孔,無竹節(jié)等現(xiàn)象,外導(dǎo)體結(jié)構(gòu)尺寸要均勻一致(節(jié)距和波紋外徑穩(wěn)定,波紋無變形等)。
(3) 選用質(zhì)量優(yōu)良、性能穩(wěn)定的原材料,使得外導(dǎo)體金屬帶的結(jié)構(gòu)尺寸在長度方向上無周期性不均勻。
(4) 根據(jù)設(shè)備情況及周圍環(huán)境變化對(duì)生產(chǎn)工藝參數(shù)進(jìn)行優(yōu)化。
(5) 提高操作人員的操作技能及熟練程度。
6、結(jié)束語
該種電纜的調(diào)試過程中遇到的問題較多,相對(duì)比較困難。選用結(jié)構(gòu)尺寸均勻的外導(dǎo)體材料,生產(chǎn)過程中嚴(yán)格控制張力、軋紋轉(zhuǎn)速、選用合理的模具以及設(shè)置合理的參數(shù),可獲得令人滿意的低VSWR比。本文提供的工藝控制方法以在生產(chǎn)中加以驗(yàn)證,但已使我們有足夠的信心制造滿足移動(dòng)通信要求的電纜。有理由相信,這種具有低損耗、低駐波、良好阻抗穩(wěn)定性等優(yōu)良性能的電纜能滿足移動(dòng)通信要求,并可用于廣播、微波、陸地移動(dòng)無線電、軍用等領(lǐng)域。
[參考文獻(xiàn)]
鄭玉東. 通信電纜.機(jī)械工業(yè)出版社.1982年12月
殷樹言、張九海等編.氣體保護(hù)焊工藝.哈爾濱工業(yè)大學(xué)出版社.1993
李保安.新型無線移動(dòng)通信用物理發(fā)泡絕緣同軸射頻電纜. 電線電纜. 2002年
江 成. 物理發(fā)泡同軸電纜電壓駐波比的性能分析. 電線電纜. 2003年2月
彭開華、肖志軍. 射頻同軸電纜皺紋銅導(dǎo)體偏心式軋紋原理分析. 電線電纜. 2004年12月
賈金平. 男,助理工程師,畢業(yè)于哈爾濱理工大學(xué)電線電纜專業(yè),現(xiàn)在江蘇亨鑫科技有限公司技術(shù)部從事電線電纜的技術(shù)管理、工藝改進(jìn)和新品研發(fā)等工作。
 粵公網(wǎng)安備 44030902003195號(hào)
粵公網(wǎng)安備 44030902003195號(hào)