機械濾波器具有體積小、重量輕、耐振動沖擊、高穩定性、陡峭的頻率衰耗特性等優點。用作載波話路60~108KHz頻段的縱振折迭式機械濾波器除有上述優點外,與一般常用的12~24KHz頻段的LC話路濾波器相比,它可以省去前群調制,一次調到基頻譜,對載波機來說省掉了不少放大器、調制器、濾波器,同時提高了整機串雜音水平。因此說,話路機械濾波器用在載波多路通信中具有極為重要的意義。
由于上述原因,我廠六六年開始試制了縱振折迭式機械濾波器(以下簡稱機械濾波器)。在各兄弟單位的大力支持和協助下,不斷摸索,由樣品的制取,發展到目前批量生產,初步建立了一條生產線。 按照會議要求,現將我們在試制、生產中的一些情況作一介紹,由于我廠生產機械濾波器經驗不足,有不當之處,請同志們批評指正。有關機械濾波器的原理和設計已有其他單位介紹,這里不重復。
一、 機械濾波器的主要技術要求
1. 通帶頻率衰耗特性見表1:表 1

2.阻帶防衛度見表2:表 2

3.阻抗75Ω。
4.應經受下列環境試驗滿足上述技術要求:
1)使用溫度范圍:+5°~+45℃
2)高溫高濕試驗:溫度+32℃,相對濕度98%(48小時)
3)振動試驗:頻率30Hz,振幅0.8mm,三方向,每方向40分鐘
4)沖擊試驗:沖擊加速度7g,速率60次/分,三方向,每方向各5分鐘。
機械濾波器的溫度特性見圖1。
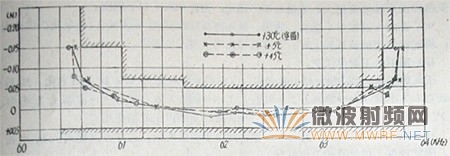
圖1 機械濾波器的溫度特性
二、在試制和生產中遇到的幾個問題
1. 機械濾波器的長期穩定性:
據我們所知,電氣元件的長期穩定性,還沒有一個什么儀表或設備能直接測試。國外在機械濾波器資料中曾介紹他們的產品一年、十年變化的情況,但并未給出試驗依據及有關說明,估計是從短期變化中推出長期變化的曲線。即是這樣,它對測試設備要求也相當高。
話路濾波器要求比較高,特別是過渡帶只有300Hz。載頻點防衛度達3N以上,通帶波動在0.05N。目前我們使用的測試設備精度較差,頻率精度為±2Hz。電平表最小指示刻度為0.05N,這給穩定性試驗帶來相當大的困難。對于穩定性的試驗主要寄托于放置一定時間,對濾波器性能進行觀察。
在過去的生產過程中這個問題比較突出的。如兩次整機線路試驗中發現有濾波器特性變壞;在生產機盤和整機時有部分濾波器特性變壞而返修(1~2%);在生產濾波器過程中,初調好特性經裝配,烘40℃24小時,或復測蓋盒等工序往往有10~30%特性變壞。我們也曾利用返修機會檢查過幾批產品。如七0年一月××產品用機械濾波器至七一年有23%不合格,七一年二月生產的到四月復測有5%不合格;七0年六月生產到七一年三月復測有28~82%不合格(各品種不合格率由差異)。上述這些不合格的濾波器主要表現在通帶波動變化大,特別是600~2400Hz超過0.05N要求。
對這些性能不穩定的濾波器我們進行了分析。其中主要原因是由于工藝操作不當(如虛焊、漏焊、振子碰殼等)和機械濾波器本身的老化所致。就進機械濾波器本身來說,換能器、電感、電容的老化是極為重要的因素。現將我們對老化問題的考慮介紹如下:
1)換能器的老化
從機械濾波器原理可知,換能器的兩電氣端與三元件匹配半節的II端匹配地聯接,如果說換能器的參數發生變化(如換能器諧振頻率?。,機電耦合系數Kp,靜電容C。),則匹配受到破壞,這將直接使濾波器通帶波動變壞。就換能器的諧振頻率?。而言,變化約80Hz,將使通帶波動變化0.01N。
換能器是由兩個鎳鉻鈦合金棒(Ni42CrTi)和夾在中間的壓電陶瓷用高頻焊接而成,它的穩定性主要取決于性能不夠穩定的壓電陶瓷。壓電陶瓷的時間老化性能差,同時受熱沖擊后性能變化大,造成短期不穩定。為此采用了如下措施。
a) 在制作過程中(瓷片、沾錫、換能器高頻焊接、頻率調試),盡量減少熱沖擊機會;換能器焊在機械系統上時,如
溫度過高馬上侵入冷水中。
b) 采用人工老化工藝
壓電陶瓷單片經120℃48小時老化;作為換能器后先經80℃48小時老化,然后經-40℃(2小時)→常溫(2小時以上)
→80℃(6小時)→常溫(2小時以上)三次循環老化;換能器調試頻率完畢放置二星期以上方能使用。
c) 將原102℃焊錫改為138℃焊錫,配方于表3所示。這樣可以提高抗熱沖擊能力。同時提高了換能器的工作溫度。
表 3

2)電感老化:
為了提高電感的老化性能,鐵芯燒結后應放置半年以上方允許使用。由于考慮到濾波器的非線性失真,將GU-14鐵芯常用氣隙0.17mm改為1.2mm,對電感老化性能也有所提高。
3) 電容器的穩定性:
聚苯乙烯電容的時間老化特性有待于進一步研究,從目前來看能保證3‰。電容在低電平開路問題仍然存在。從1200只機械濾波器返修中有5只電容開路。均是鋁箔點焊工藝問題所致,嚴重影響了機械濾波器電性能的可靠。
4)機械濾波器的老化:
為了消除由于機械系統在機械加工時受到的應力及加熱過程中受到的熱應力對濾波器特性的影響,進一步提高換能器、電感、電容的老化性能,裝配復測好的機械濾波器放置一個月后,測試合格方能交貨。
通過上述老化措施,穩定性有較大的提高。濾波器經10個月以上自然老化600~2400Hz內通帶波動變化約為0.01~0.02N。用以上老化工藝,共1200只返修的濾波器存放六個月后有26只不合格,其中5只通帶頻率特性超過0.05N,5只因電容在低電平開路使濾波器性能變劣,其余大都因為裝配、焊接不當所造成。
2.阻抗:
圖2是60~64KHz機械濾波器的阻抗特性。表4是它各點的阻抗值。可見,它的阻抗為我們預定的定K型阻抗。由于該濾波器機械Q值高,內部反射強烈,電氣匹配半節衰耗值又較小,故通帶阻抗變化較大,一般反射衰耗小于20%,個別點(1~3點)達25%甚至30%。為了解決這一問題,機械濾波器與調制器相移采用0.3~0.7N的緩沖衰耗器,與匯集放大器相移時,放大器用低內阻3~5Ω。目前整機使用能滿足要求。
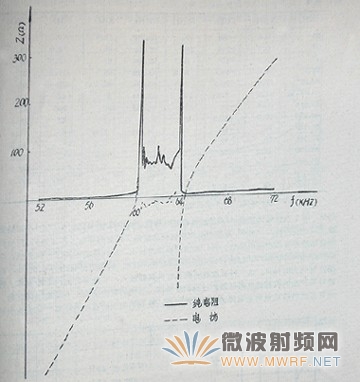
圖 2 機械濾波器阻抗特性
3.非線性失真:
過去生產的機械濾波器非線性失真較大,影響整機忙時串雜音,將原GU-14鐵芯氣隙0.17mm改為1.2mm得到消除。
4.阻帶內寄生峰的抑制:
機械濾波器阻帶某頻率點出現衰耗激烈下降,嚴重點達4.8N。據分析是由于諧振縱振棟以外的其他振動所致(稱為寄生振動)。抑制寄生峰的方法很多,我們是選取適當的振子直徑和長度,將阻帶寄生提高到6N以上。
5.群延時失真:
由于高速數傳對載波話路的群延失真提出了高的要求,清華大學同志已作了詳細介紹。圖3是機械濾波器,LC濾波器群延時特性,其中“LC”是我廠生產的LC話路濾波器二只對測特性,“MF”是我廠生產的機械濾波器二只對測特性。圖4是523廠生產的陶瓷話路濾波器群延時特性。我廠測試儀器誤差較大,從這粗略的測試可以看出,在話路600~3000Hz內,LC濾波器群延時失真約為0.32ms。機械濾波器約為0.52ms,陶瓷濾波器約為0.7ms。這三種濾波器的群延時失真都較大,不能滿足高速數傳要求。我們曾對某產品的機械濾波器話路作過2400波特四次轉接的數傳試驗,未發現誤碼現象。估計更多次轉接或更高速數傳試驗會出現問題。在我們測試的這些濾波器群延失真大的原因,是因為設計都采用最小相移網路。怎樣改善機械濾波器的群延時失真,是今后探討的課題。就目前來說,也許只能在信道內采用其他措施來滿足高速數傳的要求。
表 4

注:“+”表示感抗,“-”表示容抗。
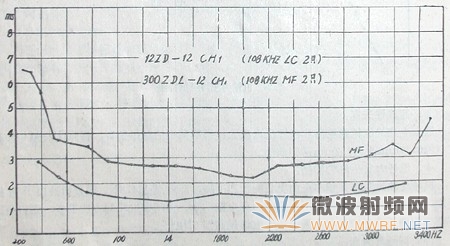
圖3 MF、LC話路濾波器的群延時特性
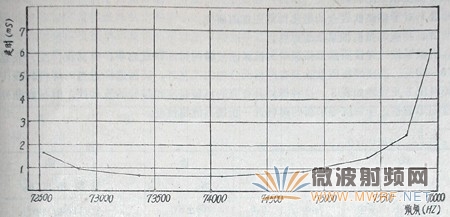
圖4 陶瓷話路濾波器群延時特性
三、材料選擇及工藝方面的幾個問題
1.振子材料:
目前我廠振子、耦合子材料為上海鋼鐵研究所3J53,3J58及大連鋼廠3J53鎳鉻鈦合金,主要技術要求如下:
1)彈性模量:E≤18500kg/mm2
2)頻率溫度系數:β≤±5×10-6/℃(-10℃~50℃)
3)品質因數:Q≥10000
上述兩廠家生產的兩種牌號的鎳鉻鈦合金,都是利用該材料的彈性反常現象,通過適當的真空熱處理來獲得小的頻率溫度系數。為了保證上述指標3J53材料熱處理為630℃2小時,3J58為680℃2小時,就目前來說在使用中還存在以下幾個問題:
1) 頻率溫度系數隨熱處理溫度變化較大。希望材料能在一定溫度范圍內熱處 理滿足技術要求。比如±15℃。
2)彈性模量變化范圍較大(185000~21000kg/mm2)。因此,振子長度應隨之更改,這對大批生產帶來很大困難,希望今后能控制在±200kg/mm2范圍內。
3)Q值是直接影響到濾波器特性的參數,供方在生產該材料時應對Q值進行考核。
4)焊接性能及抗腐蝕性能較差。
為了進一步提高濾波器性能,對于振子材料應作如下工作:
1) 提高振子材料性能:
a) 彈性模量E=E。±200kg/mm2或傳播速度V。±1%,其中E。,V。可根據材料特性一值。
b)頻率溫度系數β≤1×10-6/℃(-10℃~50℃),在最佳熱處理溫度±15℃內變化不大于1×10-6/℃。
C)Q≥10000
2) 耦合子材料:為了滿足耦合子熱處理困難的特點,希有一種不經熱處理便有小的頻率溫度系數的材料。
3) 對于鎳鉻鈦合金的老化性能應加以研究。
2.高頻焊接機械系統的焊料:
機械系統的焊接質量直接影響到機械濾波器的特性和成品率。目前我廠生產成品率為70~80%。高頻焊接質量除要有嚴格而合理的工藝外,還需選擇適當的焊料。我廠使用焊料配方及性能如表5。這種焊料具有高的機械強度和較好的流動性,但抗腐蝕性能較常用焊錫差。今后應尋求新的焊料進一步提高抗腐性能。
表 5

3. 為了提高壓電陶瓷銀層附著力,對銀漿配方及工藝作了改進:
1) 銀漿配制:
銀漿配方如表 6 所示。膠合劑 37ml 由松香 20g ,松節油 40cc 配制而成。由于松香在室溫下不易溶于松節油,故需加熱到 95 ~ 100 ℃。銀漿配制好后在球磨時應另加松節油 20cc,球磨72小時。
2) 被銀工藝:
第一次被銀:銀漿內加入10%釉粉,涂好銀漿后在600℃爐內燒結15分鐘,隨爐冷卻。
第二次被銀:涂好銀漿后在 600℃爐內燒結15分鐘,隨爐冷卻。
第三次被銀:涂好銀漿后在 850℃爐內燒結15分鐘,隨爐冷卻。
表 6

注:膠合劑 37ml近似等于40cc加松香20g。
4.為了減少由于氯化鋅焊接的腐蝕作用,在換能器振子沾錫和濾波器調試時改為中性焊劑,其配方于表7。
表 7

5.為了進一步提高換能器的老化特性和減小頻率溫度系數對材料選擇的考慮:目前我們使用PZT-5壓電陶瓷,這種瓷片適用于大功率換能場合,其頻率穩定度較差。能否采用頻率溫度系數小。老化性能好,用作頻率諧振元件的PSZ-6瓷片,值得探討。這里將我們認為較好的PZT-6,Kp40的瓷片性能與現用的PZT-5瓷片比較于表8。表中還列出了與鎳鉻鈦合金復合成換能器的性能。看來溫度系數較小的瓷片與鎳鉻鈦合金復合成換能器易于得到小的頻率溫度系數。從理論上講,選擇瓷片與金屬振子適當的正負溫度系數和復合比關系便可得到零溫度系數的換能器。然而由于材料性能的差異及大批生產中的非一致性,只能使它的溫度系數減少到某一數值。對于這一點作如下打算。
表 8

1) 陶片頻率溫度系數降低到 10 -6 /℃數量級與±5×10 -6 /℃或更好的鎳鉻鈦合金復合。
2) 控制材料的頻率溫度系數誤差,使瓷片與金屬振子正負頻率溫度系數得到滿意地補償,如瓷片為 -(1~4)×10 -4 /℃, 鎳鉻鈦合金為20±5×10 -6 /℃。
3) 用三元系壓電陶瓷,據了解三元系壓電陶瓷比目前使用的二元系( PZT型)壓電陶瓷有小的頻率溫度系數和老化性能。
四、今后的工作設想
通過幾年來的試制和生產,我們認為縱振折迭式機械濾波器用于在載波話路 60~108KHz頻段是比較適合的。為了進一步提高話路機械濾波器的性能,應做如下工作。
1. 現生產的縱振折迭式機械濾波器:
1) 進一步提高穩定性,改善生產工藝,提高生產效率和成品率。特別要簡化振子生產工藝,提高高頻焊接質量和調試濾波器水平。
2) 進一步減小體積。例如使機械系統小型化,采用啞鈴型振子。由于啞鈴型振子加工較困難,能否采用粉沫冶金或壓鑄的方法解決。
2. 探索新型話路機械濾波器:
1) 為滿足載波多路通信二次復用更高要求,應尋求一種結構簡單、調試方便、通帶頻率衰耗特性遠小于 CCITT1/5的機械濾波器,從大量生產角度力求實現零件加工自動化。簡化性能調試工藝。如西德50KHz圓棒彎曲振動機械濾波器有可取之處。
2) 在機械濾波器中采用附加耦合,使它在阻帶產生衰耗極,從而減少濾波器節數,縮小體積。
3) 尋求改善機械濾波器群延時失真的途徑。如能否采用內部延時均衡。
作者:向天明
 粵公網安備 44030902003195號
粵公網安備 44030902003195號